A görgőzés egy felületjavító eljárás, ahol a polírozott acélgörgők nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgők által kifejtett nyomás túllépi a munkadarab anyagának folyáshatárát, a felületi réteg képlékenyen deformálódik. Ez a deformáció egy tükörsima, nagy hordozószilárdságú felületet eredményez.


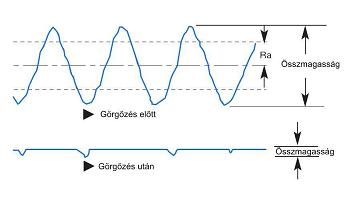
A görgőzött felület simább és erősebb, mint a hasonló érdességű forgácsolt. Az alternatív finommegmunkálási eljárások lehántolják a fém felületét, csökkentik ugyan a kiemelkedő csúcsokat, de felületi árkok maradnak. A görgőzés nem távolítja el az anyagot, hanem elkeni, a „hegyeket” a „völgyekbe” nyomja, ezáltal egy plató szerű felület képződik, nagyon kicsi árkokkal. Ezért simábbak és kopásállóbbak a görgőzött felületek.
Videó a görgőzésről:
A görgőzés négy lényeges előnye:
1. Jobb felületminőség
2. Jobb mérettartás 0,01 mm-nél kisebb tűrésmezőben
3. 5-10%-kal nagyobb felületszilárdság
4. Több mint 300%-kal nagyobb anyagfáradási határ
További előnyök:
• Kisebb súrlódás
• Kisebb zajkeltés
• Nagyobb korrózióállóság
• A szerszámnyomok és kisebb felülethibák eltüntetése
• Nincs szükség olyan drága utánmunkálási eljárásokra, mint a köszörülés,
hónolás és leppelés
• Tisztább, mint a hónolás és más forgácsoló eljárások
• Gyorsabb gyártás alacsonyabb költséggel, mint a hagyományos eljárásokkal.
A gyártott alkatrészek méretpontosak lesznek jó minőségű és szilárdságú felülettel
… és mindez másodpercek alatt.
A görgőzés technológiája
Gép
A Cogsdill görgőző szerszámokat különböző gépeken (eszterga, fúrógép, megmunkáló központ, stb.) lehet használni. A szabványos szerszámok jobbra forgásra
készülnek. A forgó mozgást végezheti úgy a szerszám, mint a munkadarab.
Anyagok
Gyakorlatilag minden képlékenyen alakítható fém, mint acél, öntöttvas, alumínium, réz, sárgaréz, bronz, stb. görgőzhető 40 HRC alatt.
Előmunkálás
Optimális eredményt megfelelő előmunkálás után kapunk. Mivel a görgőzésnél nincs anyagleválasztás, az előmunkálással egyenletes, roncsolás mentes felületet kell biztosítani, amelyet a görgők elsimítanak. A fúrással, vagy esztergálással általában elérhető Ra 2-3 érdesség ideális felület a görgőzéshez. Az ilyen viszonylag durva előmunkálás után a görgőző nagyobb fémmennyiséget alakít, a tűrés tágabb lehet, mint finomabb előmunkálással. A finomabb előmunkálás csökkenti a görgőzés hatását, és az előmunkálásnak jobban meg kell közelítenie az előírt tőrést. A előmunkálás elsősorban az anyagtól, a szakítószilárdságtól és a tűréstől függ, de befolyásolja a munkadarab alakja, mérete és felületminősége is, ezért néhány kísérlet szükséges lehet az ideális előmunkálás meghatározása céljából.
Az anyagtömörítés (méretváltozás) mértéke:
durva fúrás, vagy esztergálás után: 0,04-0,05 mm
finom fúrás, vagy esztergálás után: 0,02-0,03 mm
dörzsölés után: 0,01-0,015 mm
köszörülés után. 0,005-0,010 mm
hónolás után: 0,002-0,005 mm
Szerszámbeállítás az SRMR/SRMB furatgörgőzőnél
1. Az állítógyűrű forgatásával állítsuk a görgőző méretét úgy, hogy a munkadarab a görgőkön fusson. Ezzel a szerszámátmérőt hozzáigazítottuk a munkadarab átmérőjéhez.
2. Vegyük ki a szerszámot a furatból és növeljük meg a beállított átmérőt 0,01-0,02 mm-rel. Az SRMR és SRMB görgőzıknél egy osztás 0,002 mm-nek felel meg.
3. Végezzünk egy próbagörgőzést és vizsgáljuk meg az eredményt. Ha szükséges, változtassunk a szerszámátmérőn, hogy a kívánt felületminőséget kapjuk. Ehhez általában több próbamenet szükséges. Ha megvan a helyes beállítás egy munkamenet elegendő egy furat görgőzéséhez.
4. Mérjük meg a görgőzött átmérőt. Az előmunkált és a görgőzött méret különbsége az anyagtömörítés. Ha szükséges, változtassunk az előmunkálási méreten.
5. Ha az előmunkálási méret változott, a görgőző szerszámot a forgácsolószerszámmal azonos mértékben utána kell állítani, hogy a kívánt kész méretet kapjuk.
Görgőzés
A szabványos görgőző szerszámok jobbra forgatásra készülnek. Ha a szerszám eléri a kívánt megmunkálási hosszt, húzzuk vissza a furatból. A visszafelé mozgatásnál a görgők a kosárban visszaesnek és így a szerszám könnyedén kihúzható a furatból.
Irányértékek a fordulatszám és előtolás beállításához:
| Átmérő mm |
Fordulatszám 1/min |
Előtolás mm/fordulat |
| Ø 5 | 1500-4300 | 0,25-0,30 |
| Ø 10 | 1000-300 | 0,25-0,50 |
| Ø 15 | 650-1900 | 0,25-0,70 |
| Ø 25 | 380-1100 | 0,25-1,30 |
| Ø 50 | 190-575 | 0,25-3,20 |
Hűtés-kenés
A legtöbb fémhez a szokásos kis viszkozitású kenőolajok alkalmasak. Alumínium- és magnéziumötvözetekhez jó minőségű, olajbázisú, alacsony viszkozitású hőtőfolyadék ajánlott. Öntöttvashoz az ideális kenőanyag az ásványi olaj. Bőséges kenés szükséges. Célszerű a hűtő-kenő folyadék szűrése a fémforgács és más szennyeződés eltávolítása céljából.




